Vortex Laboratory
L-vortex@mail.ru
Our vortex gasifiers, based on vortex technology, have already been tested on wood waste, oat and rice husks, peat, brown and hard coal, as well as shale production waste heavily ballasted with non-combustible material, bleaching earth for vegetable oil production, and bone meal from meat production. Our latest vortex gasifier models incorporate a range of solutions that enable the gasification of ash-based and less stable fuels. We recommend these and other solutions for the gasification of forest crust, bark, crushed wood pulp, sawdust, and soil contaminated with oil or other substances containing flammable organic matter. We are also exploring other applications for our devices, such as the production of synthetic fuels, oils, and raw materials for the production of complex and expensive chemical compounds.
Our original designs are based on domestic experience in creating fuel combustion and gasification systems accumulated over the past 55 years. The technology is primarily based on the work of scientists at the Ural Polytechnic Institute, as well as our own research and developments, gained over 23 years of practical experience.
Our schemes for gasification of fuels, thanks to a unique technology that specifically implements vortex processes in the gasifier, promoting record burning of organic matter, coupled with a gas purification system, will allow us to obtain clean gas at the output without dioxins, carcinogens and mercury.
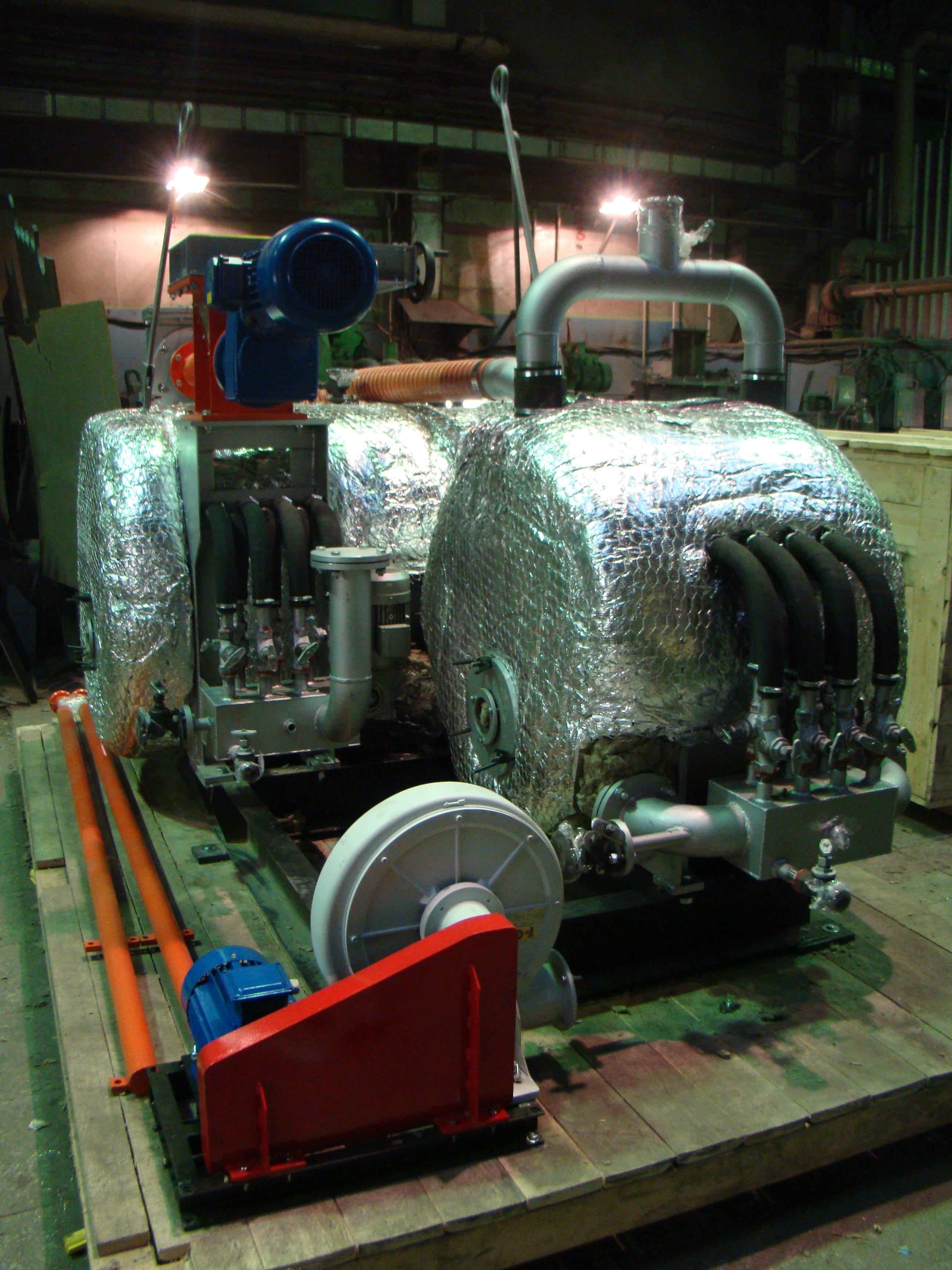
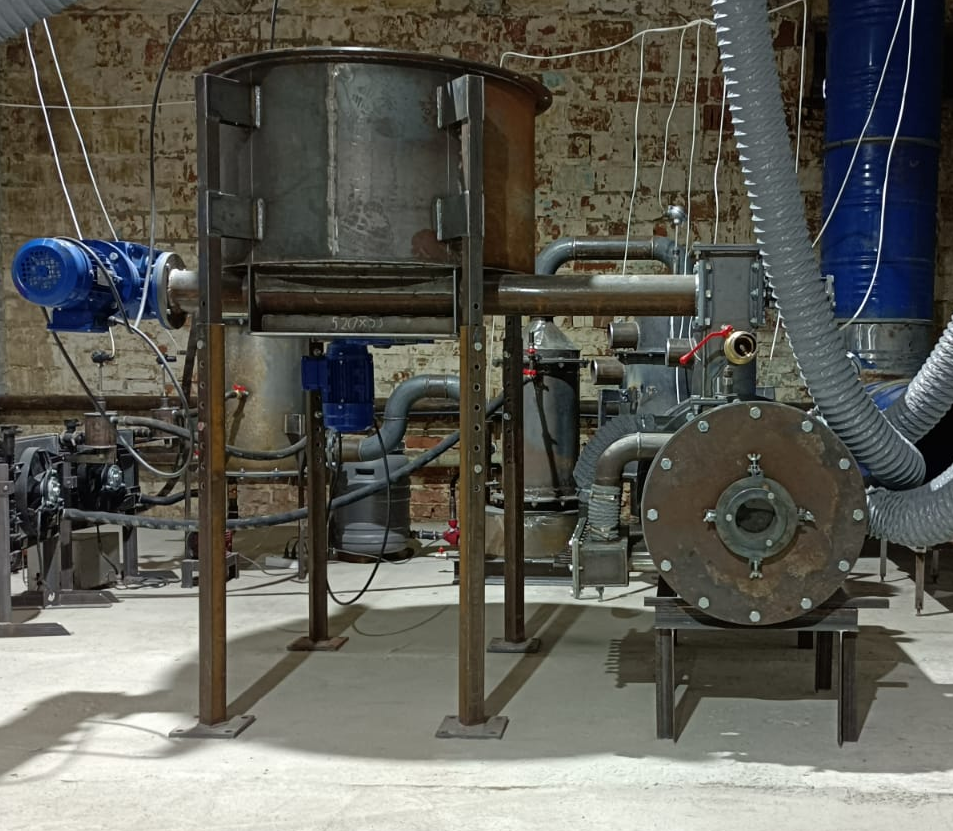
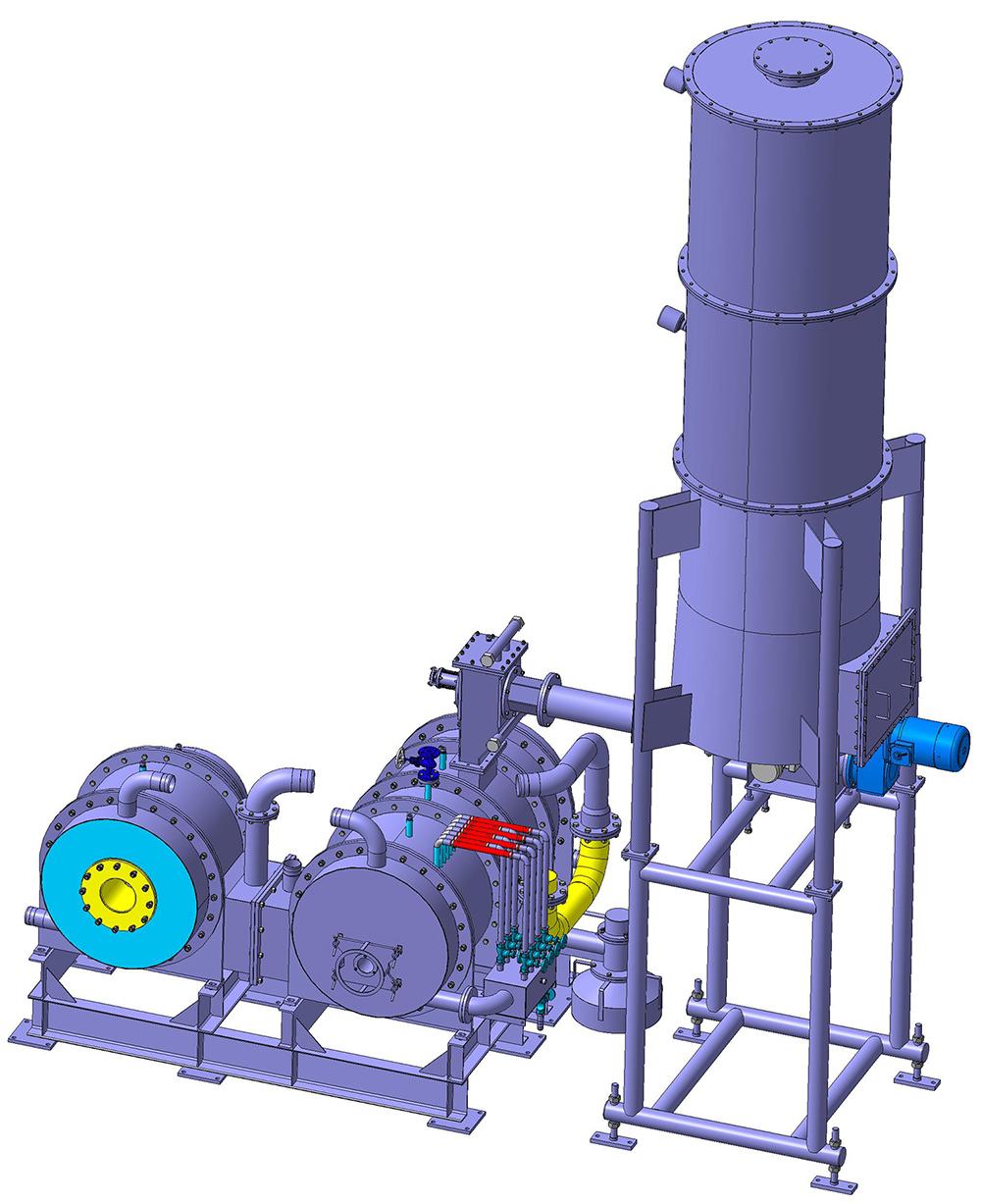
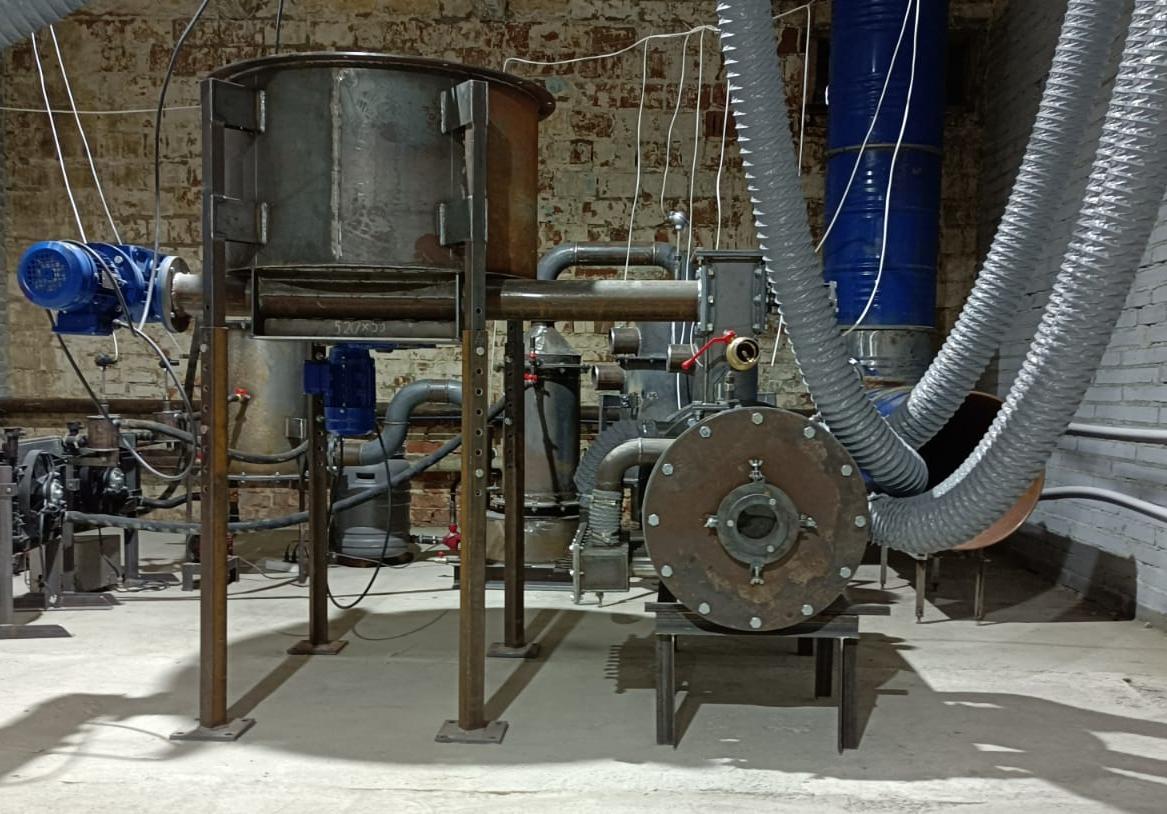
The vortex gas generator operates on the basis of staged gasification in a single burning vortex, which passes sequentially, without interruption, through several stages during which its parameters change: velocity, temperature, chemical composition, and characteristic vortex dimensions. The number of stages determines the required final gas properties. All stages, or any stage of the process, are controllable if necessary; each stage is implemented in its own flow-through vortex chamber of varying design.
The uniqueness of the vortex gas generator lies in the device's special geometry, which allows it to retain a rotating layer of material particles within it for as long as necessary to complete the slow thermodynamic processes.
Our development's know-how is the implementation of micro-explosive fragmentation of fuel for its maximum complete combustion, with the aim of reducing emissions and protecting the environment, which is a current trend.
Importantly, it allows for the cost-effectiveness of additional purification of generator gas to remove tar and fly ash, and, if necessary, the ability to simultaneously control the ash composition, particularly the presence of flammable compounds (products of incomplete combustion). After gas purification and additional stabilization of its quality and flow rate, the resulting generator gas can be used to generate electricity in industrial-scale gas piston units.
Based on experience, our units of similar capacity have dimensions, weight, and specific energy consumption that are several times smaller than units using other traditional process technologies, such as fluidized bed or circulating bed units.
1. High process intensity over a wide temperature range.
2. Highly integrated environmental friendliness of the processes - in some cases, with partial ash capture and partial binding of sulfur oxides and carbon dioxide, simplifying and reducing the cost of gas purification.
3. Deep combustion of combustibles in the solid residue (depending on the fuel, from 1-2 to 0.1-0.3%).
4. High efficiency of using the heat of the original fuel.
5. Achieving stable processes on high-ash waste with a low combustible content.
6. The gasification process occurs in a reducing environment, therefore, there are no dioxins or furans.
7. The main distinguishing feature is the use of a single flame vortex of gas suspension, which is sequentially transformed into controlled stages with different properties of the combustion medium (gas suspension).
8. The gasification process in our units is maintained autothermally.
9. Combustion of the generator gas occurs with a small excess of air.
which means lower heat losses compared to conventional combustion.
10. Generator gas combustion is a homogeneous state, which ensures more precise control over the combustion process and longer boiler operation.
11. Operation of a vortex gasifier on fine-grained fuel (up to 1 mm), such as coal fines.





Stable combustion of coal-fired generator gas.
Coal gasification without a gas cleaning system.

Ash is the only byproduct formed during the gasification process.
The estimated amount of ash is minimal – only 6.5-7% of the mass of coal burned!
The photo on the left shows ash from hard coal, on the right - from brown coal


Ash is not waste, but a VALUABLE RAW MATERIAL with several applications:
1. Recycling. The ash residue can be returned to the gasifier hopper, optimizing the process.
2. Construction. Ash is used as a component in building construction.
3. Construction materials production. Ash is used to produce foam concrete, aerated concrete, wall blocks, paving slabs, dry construction mixes, and cements with mineral additives.
4. Concrete production. Here, ash acts as a mineral additive to reduce consumption, increase density and water resistance, improve workability, and enhance high-temperature resistance.
5. Road construction. Ash is used in road bases and subbases, as well as in backfill and soil stabilization mixtures.
6. Processing into hollow ash microspheres. Microspheres are used in lightweight concrete and plaster, composites and self-leveling floors, and in the oil and gas industry as lightweight additives in cement slurries.
The method of vortex gas generation and combustion of solid fuels and the device for its implementation are protected by a patent for invention of the Russian Federation